 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtEntwickelt zur Verbesserung der Positionierungseffizienz der Werkzeugmaschinenspindel - AC200-CS
Übersicht
Seit der Einführung des Allzweck-Frequenzumrichters VEICHI AC200 hat dieser die Effizienz des Antriebssystems für unsere Kunden dank seiner hervorragenden Leistung und Zuverlässigkeit erheblich verbessert. Basierend auf der Hochleistungs-Vektorregelung mit geschlossenem Regelkreis des AC200 integriert der VEICHI AC200-CS hochpräzise Positionierungstechnologie, indem er Geschwindigkeitsregelung, Positionsregelung und Drehmomentregelung zu einem organischen Ganzen zusammenfasst und eine Servoregelung mit geschlossenem Regelkreis des Spindelmotors erreicht. Als Hauptantriebssystem der Werkzeugmaschine kann der Spindelservoantrieb AC200-CS hochpräzise Fräs-, Dreh-, Schleif- und andere Bearbeitungen durchführen und bietet Kunden eine große Vielfalt an effizienten Bearbeitungslösungen für Werkzeugmaschinen.

VEICHI AC200
Systemprogramm
In diesem Artikel stellen wir hauptsächlich die Anwendung des Spindelservoantriebs AC200-CS auf der Drehspindel vor. Als Spindelantriebseinheit arbeitet AC200-CS mit dem Befehl des CNC-Systems zusammen, führt die Spindeldrehzahlanpassung und -positionierung durch und führt den Vorgang des starren Gewindeschneidens durch.
Systemarchitekturdiagramm
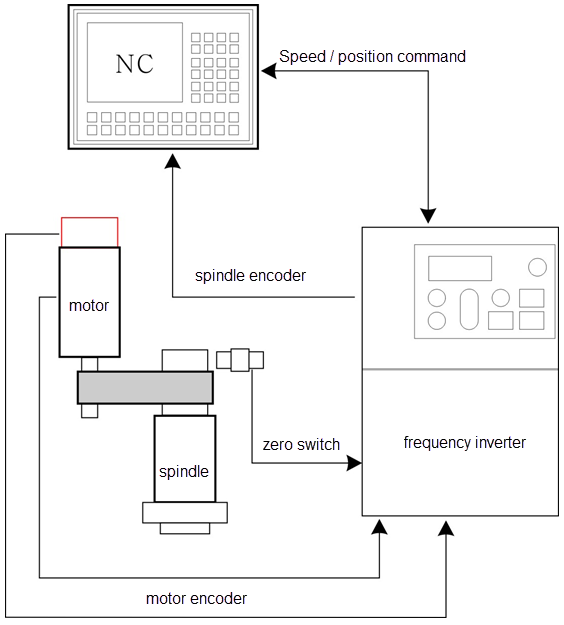
Systemarchitekturdiagramm
Verarbeitungsablauf und Betriebsschritte
(1) Vor dem Betrieb die Spindel manuell drehen, die Spindelposition auf die eingestellte Position einstellen, den Antriebsparameter C-40 (aktueller Spindelwinkel) abfragen und den Parameterwert manuell in Parameter F9-37 eingeben.
(2) Werkzeugmaschine starten, Vorrichtung installieren und Spannfutter verriegeln. Geben Sie M03 oder M04 (Befehl für positiven/negativen Spindellauf) ein und passen Sie die Geschwindigkeit über das analoge Signal an. Dann dreht sich die Spindel mit hoher Geschwindigkeit und die Drehung geht zur Drehstation.
(3) Wenn der Drehvorgang abgeschlossen ist, gibt das CNC-System den Befehl M19 (Spindelpositionierung) aus, die Spindel dreht sich um den eingestellten Winkel.
(4) Wenn sich das Werkstück um den eingestellten Winkel dreht, gibt die CNC-Maschine den Befehl M29 (starres Gewindeschneiden) aus. Die Spindel folgt der von der Werkzeugmaschine vorgegebenen Impulszahl, bis das Werkstück fertig ist.
(5) Wenn die Bearbeitung abgeschlossen ist, wird das Spannfutter freigegeben und die Werkzeugmaschine abgeschaltet.
Funktionen des AC200-CS
Leistung
A. Niederfrequenzsteifigkeit:
Es kann 180 % des Nenndrehmoments bei 0,5 Hz abgeben, was eine hohe Stabilität und Zuverlässigkeit des Werkstücks der Werkzeugmaschine bei niedriger Geschwindigkeit gewährleistet. Im Nullservozustand und unter der Nennlastbedingung kann die schnellste Reaktion innerhalb von 50 ms abgeschlossen werden und sicherstellen, dass sich die Spindel immer im angehaltenen Zustand befindet.
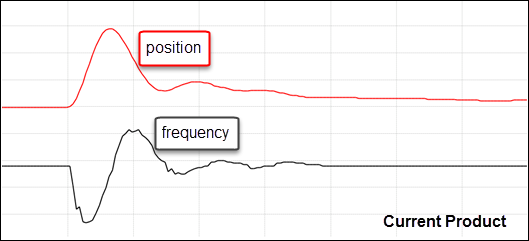
Aktuelles Produkt
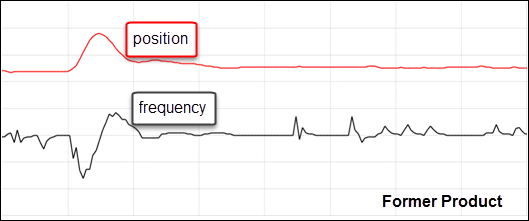
Früheres Produkt
B. Verbesserung der Geschwindigkeit und Positionsreaktion:
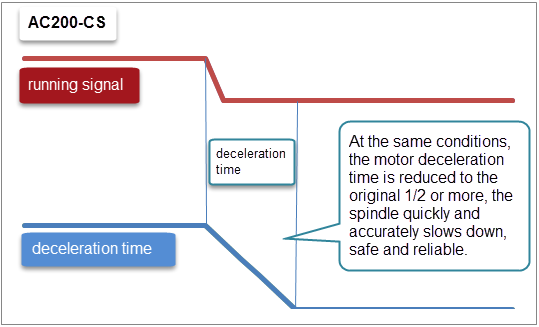
Der Spindelservoantrieb AC200-CS kombiniert Spannungs- und Stromunterdrückung sowie dynamisches Bremsen, wodurch die Antriebseinheit (Spindel) der Werkzeugmaschine schnell und gleichmäßig beschleunigen und verzögern kann, was die Produktionseffizienz verbessert. Im Positionsmodus wird der Schleifenanpassungszyklus erheblich verbessert, um sicherzustellen, dass die Spindel schnell eine Positionsreaktion durchführen und die Positionssteuerung schnell abschließen kann.
Unter denselben Bedingungen wird die Motorverzögerungszeit auf die ursprüngliche Hälfte oder mehr reduziert, die Spindel verlangsamt sich schnell und präzise, sicher und zuverlässig.
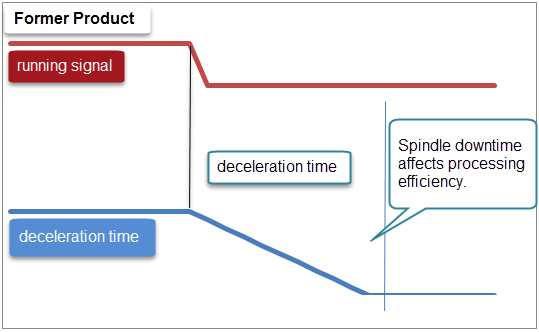
frühere Produktverzögerungszeit
AC200-CS Verzögerungszeit
C. Großes Drehmoment bei niedriger Frequenz, starkes schwaches Magnetfeld
Es kann die Präzisionsbearbeitung der Spindel bei über 5000 U/min durchführen, aber auch das starre Gewindeschneiden bei unter 40 U/min.
Starke Anwendbarkeit
Es ist auf alle Arten von CNC-Werkzeugmaschinen anwendbar und kann CNC-Fräsmaschinen, CNC-Drehmaschinen, CNC-Bohrmaschinen, CNC-Schleifmaschinen, Spindeln und andere antreiben.
Es kann AC-Servospindelmotoren, Motoren mit variabler Frequenz und dreiphasige Asynchronmotoren anpassen.
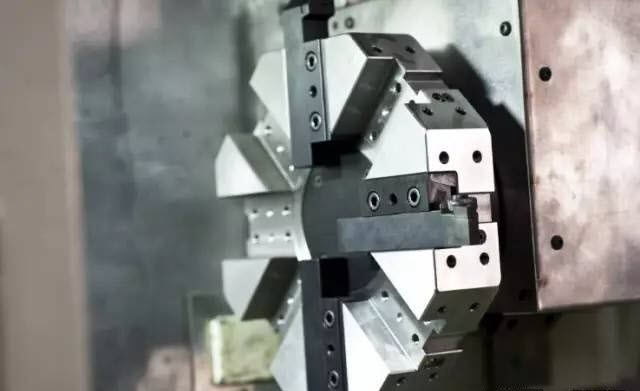
CNC-Werkzeugmaschinen
Eigenschaften Anwendung
8-Segment-Spindel-Quasi-Stopp-Indexierungssteuerung: Die genaue Stoppgenauigkeit der Reibwerkstückbearbeitung kann bei Positionierungsbedingungen von kontinuierlichen Mehrachsen, 360 ° beliebiger Winkelposition, kontinuierlicher 8-Positionen-Positionierung auf 0,1 ° oder weniger genau sein.
Starres Gewindeschneiden: Unterstützt Impuls + Richtung, AB-Orthogonalimpuls-Eingangsbefehl, die maximale Geschwindigkeit des starren Gewindeschneidens kann 5000 U/min erreichen, Gewindeschneidfehler innerhalb von ±1 Impuls.
4-Segment-interne Mehrsegmentposition: Der interne Positionsbefehlsparameter jedes Abschnitts wird unabhängig eingestellt, Einzel- oder Mehrsegmentpositionen können zyklisch positioniert werden, um dem Benutzer die Planung der Spindelbahn zu erleichtern.
Rückkehr zum Ursprung: Gewährleistet die automatische Rückkehr zum eingestellten Ursprung, nachdem jedes Mal das Werkstück fertiggestellt wurde. Der Nullschalter kann auf der Spindelseite installiert werden. Durch diese Funktion kann auch ein externer Nullimpulsstopp erreicht werden.
Elektronisches Übersetzungsverhältnis: zum Erreichen eines Synchronriemenantriebsverhältnisses (nicht 1:1) bei CNC-Werkzeugmaschinenverarbeitungsanwendungen.
Die Genauigkeit des genauen Stopps bei der Verarbeitung von Reibwerkstücken kann auf 0,1 ° oder weniger genau sein.

Hauptspindelservo







 Leave a Message
Leave a Message